摘 要:由三根電極的普通交流電弧爐發展為超高功率(UHP)及一根電極的直流(DC)電弧爐,爐體結構有一些改變。針對各部位的損毀因素,內襯用的耐火材料也有所發展。例如普通電弧爐的爐頂用高鋁磚、爐墻鎂磚砌筑,而UHP及DC電弧爐采用大面積水冷爐頂、爐墻,爐頂三角區采用剛玉澆注料或預制件,爐墻用鎂碳磚,蝕損嚴重部位采用噴補作業。還介紹了日本等一些國家DC和UHP的各種爐型用耐火材料。
煉鋼電弧爐是以電極端部和爐料之間發生的電弧為熱能進行煉鋼的設備。電弧爐以廢鋼為爐料直接煉鋼,與礦石煉鐵后再煉鋼相比,基建投資少,節能60%、節水40%、減少廢氣排放86%、減少廢渣97%[1]。交流電弧爐歷史悠久,交流電是通過三根石墨電極輸入爐內,在電極下端與金屬料之間產生電弧,利用電弧高溫直接加熱爐料,使煉鋼過程得以進行。供電功率越高,爐料熔化速度越快,降低能量消耗越多,因此出現超高功率(UHP)電弧爐。在超高功率的基礎上發展了直流(DC)電弧爐煉鋼。直流電弧爐是以一根石墨電極的端點為陰極,爐底為陽極,石墨電極位于爐膛中心部位。與UHP相比設備結構簡單,建設費用低,熔池中的電流與熱量分布比較均勻,不存在過熱區域,因此耐火材料損耗比較小、節能且噪音小等。目前,煉鋼電弧爐向大型化、控制自動化方向發展。
我國的電弧爐主要用來生產合金鋼。煉鋼水平與工業發達國家相比差距較大,如2015年我國電爐鋼占粗鋼總產量的6.1%,2020年有所提高,但也不超過10%,與世界平均水平的30%相比還有較大差距。我國已經引進先進水平的UHP和DC電弧爐,隨著經濟發展,工業化程度提高,必然伴以廢鋼資源數量增加,同時發展鐵礦石直接還原煉鐵技術,代替廢鋼,增加電弧爐煉鋼的爐料,還有核電的發展,使電弧爐煉鋼有了物質保證。電弧爐的內襯是耐火材料構成的,隨著UHP和DC技術的發展,需要新型優質耐火材料與之相配套。有人說[2]:沒有優質爐襯、爐底耐火材料支持長壽爐齡,超高功率電弧爐就無法發揮高效生產的優勢。爐底耐火材料是直流電弧爐得以實現的必要條件,反映了煉鋼與耐火材料技術的互相影響,互為依存,在電弧爐煉鋼系統優化生產中有不可分割的作用。
1 電弧爐的結構變化
傳統的電弧爐由爐頂(又稱爐蓋)、爐墻、爐坡、爐底和出鋼槽構成,全部用耐火材料構筑,外包鋼制爐殼。爐墻一側設有爐門,另一側為出鋼口,并與出鋼槽相連。而UHP和DC電弧爐采用偏心爐底出鋼,使爐體由傾動式改為固定式,爐底有供氣攪拌設置,爐頂安裝氧-燃料燒嘴,在爐底偏心位置設置出鋼口,代替出鋼槽。由于取消了傾動設備,擴大了水冷面積,緩和了爐襯的損毀,適當降低了出鋼溫度,并縮短了出鋼時間,從而降低生產成本。爐墻采用鑲砌水冷箱式水冷套措施,其內表面噴涂一層耐火涂料,使其掛渣形成保護層,可有效降低耐火材料消耗,但電耗可能增加。國外有的電弧爐功率達1 000 kV·A/t以上,爐墻壽命達2 000爐次以上,水冷爐蓋壽命達4 000爐次,降低耐火材料消耗60%以上。
2 耐火材料內襯的損毀因素
電弧爐內襯的耐火材料長期處于高溫、熔渣侵蝕和急熱急冷狀態下,工作條件極其惡劣。在煉鋼的熔化期和氧化期,不致于因高溫損壞爐襯,但在還原期的鋼液溫度相當高,又受電弧直接輻射(有時溫度達4 000℃以上),爐襯很容易造成熔融損壞。出完鋼裝料時,爐襯溫度突然下降,裝完料開始送電,溫度又逐漸升高,這種急冷急熱是爐襯剝落的直接原因,主要是爐頂容易剝落。
耐火材料內襯損毀的主要因素包括[3]:(1)化學侵蝕。FeO或渣中SiO2與耐火材料中的CaO、MgO之間的化學反應,使爐襯變為熔渣,而導致損毀。(2)耐火材料內襯中的碳成分被含氧成分(如FeO、O2、MgO等)氧化,導致耐火材料脫碳而損毀。(3)沖刷和機械沖擊。鋼水或熔渣流過耐火材料表面,以物理性磨損或沖刷爐襯,而導致內襯損毀;在出鋼口、渣線、電極口或排氣口平臺等沖刷嚴重,廢鋼等爐料吊入往往撞擊爐襯而損毀。(4)水化。在生產過程中,往往會出現爐頂或爐墻漏水或滲水,還有水蒸氣,與堿性耐火材料中的MgO、CaO進行水化反應,使內襯損毀。
3 電弧爐用耐火材料
根據電弧爐的結構,由于各部位承受的熱負荷大小不同,與熔渣、鋼水接觸作用及機械損壞程度存在差異,不同部位必須采用不同的耐火材料[4]。
3.1 爐頂(蓋)
我國中小電弧爐普遍采用燒成或不燒高鋁磚,局部用高鋁質或剛玉質不定形耐火材料預制件。大型超高功率電弧爐和直流電弧爐采用水冷技術,除三角區外,爐頂耐火材料不是關鍵。三角區由于強烈熱震及電極熱輻射苛刻,國外普遍采用剛玉質或鋁鉻質搗打料,我國一般用高鋁質或剛玉質搗打料。天津鋼管集團公司150 t超高功率電弧爐,爐頂三角部分(三個電極孔周圍)采用鉻剛玉質澆注料預制件,預先烘烤,現場直接使用,并解決了電極孔定位的難題。還針對氧槍上部損毀較快問題,在該區域采取局部加厚處理,使爐頂各部分損毀速度基本一致,最高壽命達676爐次。
3.2 爐墻(壁)
分為一般爐墻、渣線區和臨近電弧的熱點部位爐墻。一般爐墻主要用鎂磚、白云石磚砌筑,也有用不燒鎂磚和瀝青結合的鎂質及白云石質搗打料。超高功率和直流電弧爐冶煉特殊鋼的爐壁使用鎂鉻磚和優質鎂磚砌筑。由于渣線和熱點部位是爐墻的薄弱環節,爐墻的壽命主要取決于熱點部位的損壞程度,因此特別重視熱點部位的耐火材料,早期使用鎂鉻磚,使用壽命100~150爐次,現在使用鎂碳磚,壽命達300爐次以上。為使爐墻損毀趨于平衡,延長壽命,在爐墻鑲砌水冷箱或水冷套措施,其表面噴涂一層耐火涂料,使用時掛渣形成保護層,不但提高爐墻壽命,還能使電極消耗降低0.5 kg/t,生產成本降低5%~10%。
3.3 爐底和爐坡
爐底和爐坡構成熔池,是裝爐料和鋼液匯集的部位。爐底普遍采用優質電熔鎂砂打結內襯,一般分兩層,下層用鎂磚或瀝青結合的鎂磚砌筑,上面用鎂質或鎂鈣鐵質搗打料,工作層打結料直接影響爐底壽命。20世紀90年代出現的鎂鈣鐵質干式搗打料,施工方便、燒結速度快、使用中形成良好的燒結層,提高了抗侵蝕和抗沖刷性能,耐火材料消耗降到2 kg/t以下。爐坡料與爐底料被侵蝕的情況有些不同,某公司[5]在爐坡部分采取適當提高MgO含量,降低Fe2O3含量,使用納米級微粉提高燒結性能,改進后搗打料的理化指標見表1。爐坡上部的渣線部位,由于熔渣侵蝕嚴重,要進行噴補作業。
3.4 出鋼槽(口)
一般的側式出鋼槽,我國普遍采用高鋁磚、蠟石磚等砌筑,或者用搗打料、澆注料制成整體出鋼槽。20世紀80年代開發的偏心出鋼口,由原來的傾動式出鋼改為固定式出鋼,偏心底出鋼對耐火材料來說有許多優點:可使水冷區域擴大、耐火材料用量及鋼包渣量減少等。因此,可降低出鋼溫度13℃、降低爐底耐火材料消耗0.5 kg/t、降低鋼包耐火材料消耗0.43 kg/t、降低噴補耐火材料消耗0.64 kg/t。出鋼口磚為瀝青浸漬燒成鎂磚、管磚為鎂碳磚,端部為Al2O3-SiC-C磚或鎂碳磚。出鋼口管由于反復出鋼,侵蝕沖刷嚴重,直徑擴大,需要維修更換。日本人發明一種Al2O3-MgO-C磚,含碳量低,具有很好的耐磨性和抗侵蝕性能。因此,可把初始管磚的孔徑擴大,使出鋼時間縮短,提高操作效率。出鋼口磚的性能見表2。為了使出鋼順利,常采用鎂橄欖石基質的粗砂引流料。爐底吹氣元件普遍用鎂碳質供氣磚和供氣干式料。
3.5 噴補料
噴補料主要用于電弧爐的渣線及熱點部位,還有直流電弧爐的電極套管。我國和日本開發的白云石質、鎂鈣質、鎂質噴補料理化指標見表3。
直流電弧爐的電極套管需要經常修補,也是通過熱噴補,噴補溫度≥800 C°。日本開發的碳結合鎂碳質和鋁鎂碳質熱態噴補料性能較好,見表4。
3.6 直流電弧爐用耐火材料
直流電弧爐的爐頂、爐墻、出鋼口系統用耐火材料與超高功率電弧爐大同小異,唯有底電極的結構不同。有兩種材質的底電極,即MgO-C質耐火材料底電極和金屬底電極。金屬底電極是以鑲嵌于爐底耐火材料中的金屬元件為陽極,分為風冷式金屬觸針底電極、鋼片底電極和水冷式1-4根金屬棒底電極,分別以ABB、GHH、Clecim為代表。對于直流電弧爐來說,底電極的壽命就是爐底耐火材料的壽命。爐底吹氣元件,普遍用MgO-C供氣磚和供氣干式料。
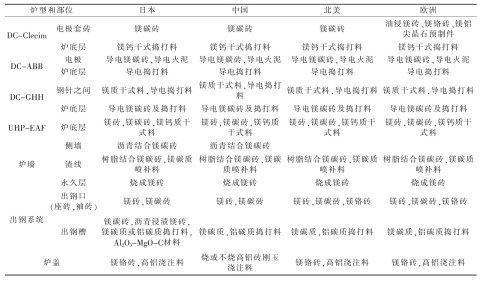
世界主要國家和地區電弧爐用耐火材料見表5。
表1 改進后的爐坡、爐底搗打料理化指標

表1 改進后的爐坡、爐底搗打料理化指標
表2 出鋼口用鎂碳磚和AI2O3-MgO-C磚性能

表2 出鋼口用鎂碳磚和AI2O3-MgO-C磚性能
表3 日本和中國噴補料的理化指標

表3 日本和中國噴補料的理化指標
表4 電極套管磚熱態噴補料性能

表4 電極套管磚熱態噴補料性能
表5 一些國家和地區電弧爐用耐火材料
表5 一些國家和地區電弧爐用耐火材料
4 討論
4.1 煉鋼電弧爐用耐火材料,隨著爐子結構變化而發展
一般交流電弧爐(功率500~700 kV·A/t)[6]發展為超高功率(UHP)電弧爐及直流(DC)電弧爐,爐子結構改變,爐蓋、爐壁大面積水冷,爐蓋上安裝氧-燃料燒嘴,偏心爐底出鋼和噴吹惰性氣體等,還有8%左右的鋼水和熔渣留在爐內,甚至無渣出鋼,這樣一來,不但耐火材料用量減少,而且對爐襯和鋼包耐火材料的侵蝕也有所減輕。如英國ASW公司120 t電弧爐運行表明:降低爐底耐火材料消耗0.5 kg/t、降低鋼包耐火材料消耗0.43 kg/t、降低噴補料消耗0.64 kg/t。對于超高功率(UHP)電弧爐的三角區(電極孔周圍)、熱點區域和渣線,使用條件苛刻,必須選擇優質的高檔耐火材料。而DC與UHP電弧爐相比,DC電弧爐唯有一根電極,位于爐膛中心,熔池中的電流與熱量分布相對比較均勻,且不存在熱點區域,因而耐火材料的損耗速度減小,同時由于爐齡延長,耐火材料綜合消耗降低50%~60%。唯有爐底導電是直流電弧爐的最主要特征,無論是采用爐底耐火材料為陽極,還是以鑲嵌于爐底耐火材料中的金屬元件為陽極,其所處的工作環境和工作條件都十分嚴苛,爐底電極壽命就是爐底耐火材料壽命,是DC電弧爐用耐火材料的主攻方向。目前一般爐底電極周圍使用MgO-C質或MgO質套磚,其他部位使用干式料,可冷補。隨著電弧爐設備改進及冶煉技術的提高,電力工業發展,電爐鋼成本不斷下降,現在電弧爐不但用于生產合金鋼,還大量用來生產碳素鋼,發展前景可觀。因此應該加強電弧爐用耐火材料的研究。
4.2 電弧爐煉鋼工藝的變化對耐火材料的影響不可輕視
如某公司的90 t超高功率電弧爐,剛投產時用全廢鋼冶煉,三年后開始采用兌鐵水的工藝生產,再過五年改為爐底底吹工藝,然后又對氧槍系統進行了改造。隨著煉鋼生產工藝條件的改變,內襯用耐火材料的侵蝕狀況更加嚴重,爐齡下降到400~500爐次。為此,該公司采取了選用優質耐火材料、優化爐墻砌筑和爐底打結工藝、改進冶煉工藝、調整造渣制度、實施濺渣護爐和掛渣護爐工藝,使爐襯耐火材料大幅度提高到850爐次以上,補爐料由60 t/爐役,下降到10 t/爐役。
4.3 必須做好耐火制品的砌筑,保證澆注料、搗打料的施工質量
由于電弧爐使用條件苛刻,爐墻鎂碳磚的外形尺寸精度和砌筑質量,對耐火材料內襯壽命的影響,甚至超過鎂碳磚本身的物理化學性能。為了防止高溫熱膨脹出現的起拱或跑磚現象,磚與磚之間預留1~3 mm磚縫,并搗入一種防熱脂的特殊材料。特別要關注超高功率(UHP)和直流(DC)電弧爐爐底的施工,工作層打結的好壞,直接影響爐底的壽命。尤其要重視鎂鈣鐵質打結料,要能形成致密的燒結層。因此,要采用固定胎模和“十”字交叉法進行打結,打結料分批加入,每批打結料厚度<150 mm,充分搗打,達到致密。
5 結語
煉鋼電弧爐,由三根電極的普通交流電弧爐發展為超高功率(UHP)及一根電極直流(DC)電弧爐,其爐體結構有所改變,采用偏心爐底出鋼、爐底噴吹氣體,直流電弧爐用爐底做陽極導電等。其內襯所用的耐火材料也隨著變化。由普通電弧爐爐頂用高鋁磚、爐墻用鎂磚、白云石磚、爐底用鎂質、白云石質搗打料、出鋼槽由高鋁磚砌筑或高鋁質澆注料整體澆注出鋼槽。而超高功率和直流電弧爐變為爐頂三角區用剛玉質澆注料或預制件,爐墻用鎂碳磚,并對爐頂、爐墻采用大面積水冷,減少耐火材料用量,提高內襯壽命。超高功率電弧爐的熱點區域及渣線等侵蝕比較嚴重部位采取噴補。爐底和爐坡用鎂鈣鐵質打結料。直流電弧爐無熱點區域,可是爐底作為陽極要求耐火材料具有導電性,采用鎂碳磚或鑲嵌金屬元件的鎂碳磚。